Los fallos en el etiquetado y empaquetado son una causa significativa de que los productos sean clasificados como «desechos» en la industria alimentaria, generando un impacto financiero directo que supera los $10 millones en promedio cada vez que se descarta o retira un producto, sin importar cuántas veces ocurra durante el año, según un informe de la Food Marketing Institute (FMI) y la Grocery Manufacturers Association. Sin embargo, las pérdidas se hacen aún mayores, cuando consideramos los costes indirectos, como pueden ser multas, demandas y daños reputacionales.
Si reconoces este reto en tu operación diaria, este artículo contiene información que te interesa.
¿Qué aporta la Visión Artificial en envases de alimentos?
Como se menciona en entradas anteriores, la Visión Artificial es una rama de la Inteligencia Artificial que permite a los ordenadores interpretar y analizar el entorno mediante el procesamiento de imágenes y vídeos. Esta tecnología confiere a las máquinas la capacidad de percibir y extraer información relevante del mundo real, replicando de forma análoga las funciones visuales y cognitivas humanas, lo que tiene interesantes aplicaciones especialmente en procesos de inspección alimentaria.
En el control de calidad automatizado, esta capacidad se traduce en sistemas avanzados que identifican defectos, optimizan procesos y garantizan la precisión en productos y envases.
Tasa de defectos: Detección automática de daños en envases y errores de etiquetado.
Eficiencia operativa: Inspecciones en tiempo real que reducen los tiempos de parada.
Conformidad normativa: Sistemas entrenados para garantizar el cumplimiento de estándares de calidad y seguridad alimentaria.
¿Cómo funciona la inspección con Visión Artificial?
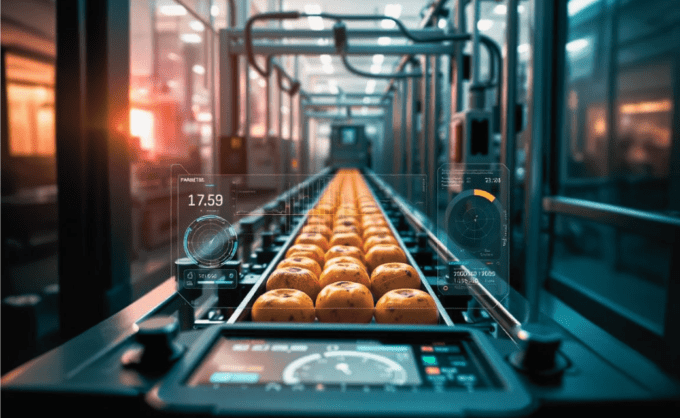
La Visión Artificial, integrada en sistemas de visión artificial en alimentos, combina cámaras de alta resolución, procesamiento de imágenes y algoritmos avanzados de Inteligencia Artificial. El sistema reemplaza las inspecciones manuales, que son propensas a errores, por análisis precisos y escalables. Este es un resumen del proceso técnico:
Adquisición de imágenes: cámaras de alta resolución capturan imágenes de productos y envases en tiempo real.
Preprocesamiento: las imágenes se optimizan mediante ajustes de iluminación, reducción de ruido y mejora del contraste para facilitar su análisis.
Análisis mediante algoritmos: los datos visuales se procesan utilizando técnicas como aprendizaje automático y redes neuronales profundas. Esto permite identificar defectos, clasificar productos y validar características específicas (como el etiquetado).
Toma de decisiones: basándose en los datos analizados, el sistema puede rechazar productos defectuosos, ajustar parámetros de maquinaria o enviar alertas a los operadores.
Aprendizaje continuo: los sistemas se entrenan constantemente con nuevos datos para mejorar su precisión y adaptarse a cambios en los estándares o productos.
Automatiza controles de calidad y maximiza tu productividad, reduce el desechado de producto.
Agenda una Smart Session gratuita para descubrir cómo nuestras soluciones pueden mejorar tu negocio.
Adoptar tecnologías como la Visión Artificial no es solo una decisión operativa; es una estrategia competitiva que puede permitir liderar un mercado. En un entorno donde los consumidores esperan perfección y las regulaciones son cada vez más estrictas, invertir en innovación y asesoramiento de empresas expertas en optimización, garantiza un futuro más rentable, eficiente y sostenible.
¿Estás listo para dar el siguiente paso?
Suscríbete al newsletter y mantente al día con las tendencias y soluciones que están transformando la industria alimentaria.